在金屬加工(gōng)中,K/X/V/U型坡口銑邊是關鍵環節(jiē),對精度、效率和穩定性要(yào)求很高。不少企業常因(yīn)坡口精度不達標、加工慢、設備適配差,拖慢生產進度、影響產品質(zhì)量 —— 而(ér)解決這些問題的核心,就是選對數(shù)控設備。博斯曼五(wǔ)軸臥式數控(kòng)鏜銑加工中心(xīn)與(yǔ)博斯曼數控超級重型銑邊機,無(wú)論(lùn)複雜(zá)加(jiā)工還(hái)是高效(xiào)生產,都能輕鬆(sōng)應對,是坡口銑邊(biān)的專用數控(kòng)加工設(shè)備。
1
BOSM CNC
K/X/V/U 型坡口的應用與加工難(nán)點
1. K/X/V/U 型坡口的應用場(chǎng)景
V 型坡口:最基礎常用,適(shì)用(yòng)於低壓管道、小型鋼結構件(jiàn),如暖氣管道連接、輕型機械框架(jià)。角(jiǎo)度多為 30°-60°,加工量大,更重效率(lǜ)。
U 型坡口(kǒu):底部呈圓弧,應力小、焊接質量高,用於高壓容器、厚壁管道。工件厚度常超 20mm,對圓弧半徑(jìng)和光潔度要求嚴。
X 型坡口:上下對(duì)稱 V 型(xíng),可兩麵施(shī)焊(hàn),適用於中厚板結構件,如橋梁鋼(gāng)結(jié)構、船舶板塊、大型工程(chéng)機械底座。工件尺寸可能達(dá)數米,需保證上下坡口對稱,避(bì)免焊接變形。
K 型坡口:類似 X 型(xíng)但上下(xià)角度 / 深度(dù)不同,用於非對稱受力結構件,如塔(tǎ)吊塔身、礦山機械機架(jià)。需精準控製上下坡口尺寸差,確保焊接後受力均衡。
2. 坡口銑邊(biān)加工難點
精度難控:坡口角度、深度(dù)等公差常需 ±0.1mm 內,傳統(tǒng)設備(bèi)易因傳動誤差、刀具磨損超標,尤其 U 型坡口圓弧段易 “塌邊” 或 “尖邊”。
複雜(zá)工(gōng)件適配難:大型工件(如 10 米以上鋼結(jié)構)或異形(xíng)工件(如曲(qǔ)麵坡口),傳統設備加工(gōng)行程、裝夾方(fāng)式受限,需多次(cì)調整工件,增加輔助時間(jiān)且易積誤差。
效率(lǜ)與質量難平衡:原工藝使用火焰切割機加工,效率低熱(rè)變形,導致無法充(chōng)分焊接,達不到探傷處理效果,因此需要機械(xiè)銑削冷加工;提速易導致坡口表(biǎo)麵粗(cū)糙度升高,需後續(xù)打磨;降速(sù)保質(zhì)量則延長周期,難滿足批量訂單交付。
多工序(xù)協同難:坡口加工常需配合鑽孔、倒角,傳統模式下工件需在多(duō)設備間轉移,易(yì)磕碰且工序(xù)銜接易誤差,影響裝配精度。
2
BOSM CNC
BOSM 五軸臥式鏜銑加工中心(xīn)
BOSM五軸臥式數控鏜(táng)銑加工中(zhōng)心 采用橫向布置,使得工件在加工過程中承受的力更加穩定均衡、減少振動;在(zài)加工較大工(gōng)件時,它能(néng)夠承受更大的(de)切削力,從而提高加工精度和效率;數控操作,可實現自動化加(jiā)工(gōng);機床結構穩定,可減(jiǎn)少不必要的修複和調整,精度高,工件加工質量更好。
3
BOSM CNC
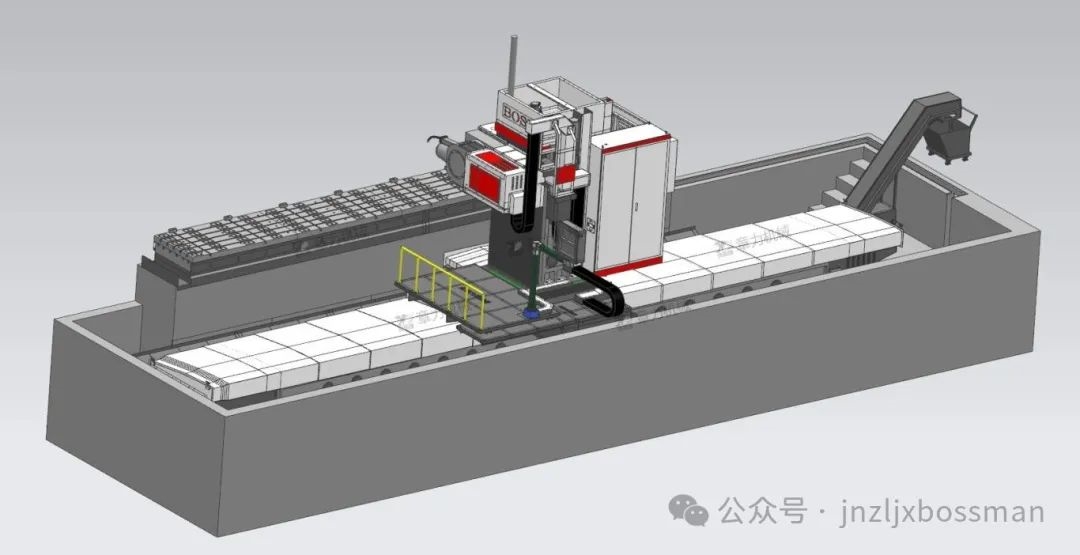
BOSM 數控超級重型銑邊機
BOSM數控超級重型銑邊機 具備雙動力頭、雙向控(kòng)製台,配備620mm刀盤(pán),額定轉速90r/min,扭矩11000N·m,用於(yú)頭部移動的雙通道係統能夠同時追蹤不(bú)同(tóng)的幾何形狀;工作台加(jiā)裝電控永磁工作台,方便裝夾工件;配備的開槽刀頭利於一次性生(shēng)產多種坡口斜麵,如“K”/“X”或“Y”“J”坡口斜角(jiǎo);自動排屑裝置配合高壓水槍,傳送(sòng)鐵屑至排屑小車內,省力環保。適用於大型工件如(rú)風電塔筒、航空母艦(jiàn)甲板、壓力容器等銑邊加工。
總結
以上兩種針對(duì)坡口銑(xǐ)邊的專用數控設備,在保證複雜坡口一次加(jiā)工完成、實現高速生產的同時,工件材料特性不會發生變化,提高了最終產品的質量,並且無需清潔最終(zhōng)產品的邊緣(yuán),高效穩定,助力生產加(jiā)工的效率提升,是坡口銑邊加工不容(róng)錯過的兩款(kuǎn)數控加工中心設備。